
Authors:Edvard Bjelajac, Tomaž Vuherer, Gorazd Lojen
Abstract
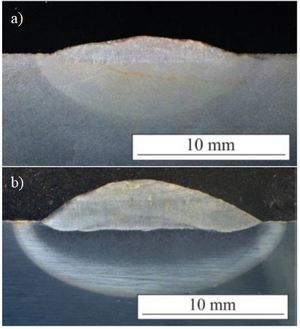
Weld cladding or weld overlay is a frequently used method for repair welding of damaged surfaces and for production of different surface coatings. The conventional coated electrodes have a circular cross-section. In order to increase the productivity and to decrease dilution and the depth of the heat affected zone (HAZ), the geometry of the electrode core was modified. Experimental weld cladding was carried out with rutile coated electrodes of rectangular cross-sections of 12.56×1 mm2, and for reference, also with a conventional ϕ 4 mm electrode Rutilen 2000 S. The coating of rectangular electrodes was identical and the core material almost identical to the materials of the standard electrode. The base material was the structural steel S355JR. The goal of investigation was to determine the welding parameters for the rectangular electrodes and to compare geometries and mechanical properties of the welds. Hardness and the dimensions of weld metal and HAZ were measured. Results with the 6.28×2 mm2 and 6.28×2 mm electrode were similar to the results with the standard electrode. However, with the 12.56×1 mm2 rectangular electrode, significantly lower currents were sufficient to obtain a good quality of the deposition layer. Due to possibility to weld with currents as low as 80-100 A, shallower and smaller HAZs and less dilution can be achieved with the rectangular 12.56×1 mm2 electrode than with standard cylindrical ϕ 4mm electrode.
Key words: Weld cladding; SMAW; rectangular coated electrode; weld geometry; dilution.
DOI: 10.24867/ATM-2018-2-005