Authors: Lewin Rathmann, Frank Vollertsen
Abstract
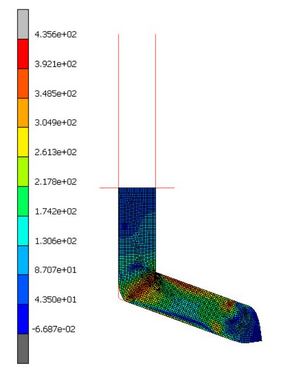
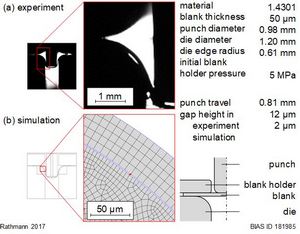
In sheet metal forming contact between blank and die edge is reduced to local contact zones. For micro range, they can easily be found during a simulation, but an experimental evidence is difficult. Therefore, an optical projection of strip drawing with double deflection is presented and it is demonstrated that the contact zones can be identified using this method. These results are compared to those from simulation and it is shown that they reflect the simulative results. The results are presented on the basis of using a die with a die radius of r = 0.6 mm. The height of the gap between die edge and blank at the moment of their maximum distance is determined in the experiment to d = 18 ± 9 µm while it is d = 2 µm in the simulation. .
Key words: Micro forming; friction; simulation;
DOI: 10.24867/ATM-2018-2-001