Authors: Srđan Bulatović, Vujadin Aleksić, Ljubica Milović, Bojana Zečević
Abstract
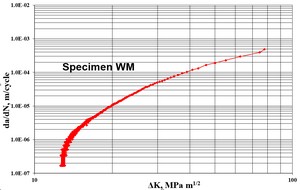
Welded joint is a critical region of a welded structure and fracture mechanics analysis is inevitable in the structural integrity assessment of all welded structures. This paper shows the determining of parameters of the fatigue crack for constituents of welded joints produced of high strength low alloyed steel. The applied methodology refers to the Paris relation where the link was established between the variable load quantity or the corresponding stress intensity factor range and crack growth per cycle. Results have shown that the position of the notch and crack initiation affect the values of the stress intensity range of fatigue threshold ΔKth and parameters in the Paris’ equation. This is mostly expressed when determining growth parameters of the fatigue crack in heat affected zone of HSLA steel, where different changes of growth speed of the fatigue crack clearly express differences in structure of the crack pass.
Key words:crack growth rate, welded joint, HSLA steel, welded joint;
DOI: 10.24867/ATM-2022-1-001