Authors:Marin Gostimirović, Dragan Rodić, Milenko Sekulić, Andjelko Aleksić
Abstract
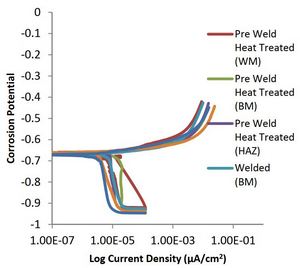
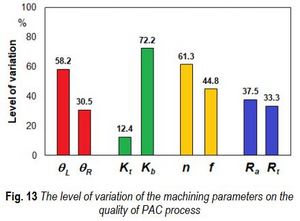
Plasma arc cutting (PAC) is an unconventional process widely used in manufacturing of heavy plate products. This work reports on the research results of machining quality of the workpiece in the plasma arc cutting on the low carbon low alloy steel. An experimental investigation of the characteristics of machining accuracy and surface integrity was carried out for basic machining parameters (cutting speed, arc current, arc voltage, plasma gas pressure, stand-off distance and nozzle diameter). The kerf geometry was determined with three accuracy parameters (top kerf width, bottom kerf width and kerf taper angle). The parameters of deviation present due to plasma curvature were defined by drag and pitch of drag line. The surface roughness was determined with two main roughness parameters through scanning the surface topography (roughness average and maximum height of the profile). The surface properties were determined over microstructure in heat affected zone (HAZ). The results show an acceptable machining quality of the PAC, so that this process is an excellent choice for fast and efficient material removal. However, the plasma arc cutting is not suitable for the final machining because of the metallurgical variations in the HAZ.
Key words: plasma arc cutting; machining accuracy; surface topography; heat affected zone
DOI: 10.24867/ATM-2020-1-001